

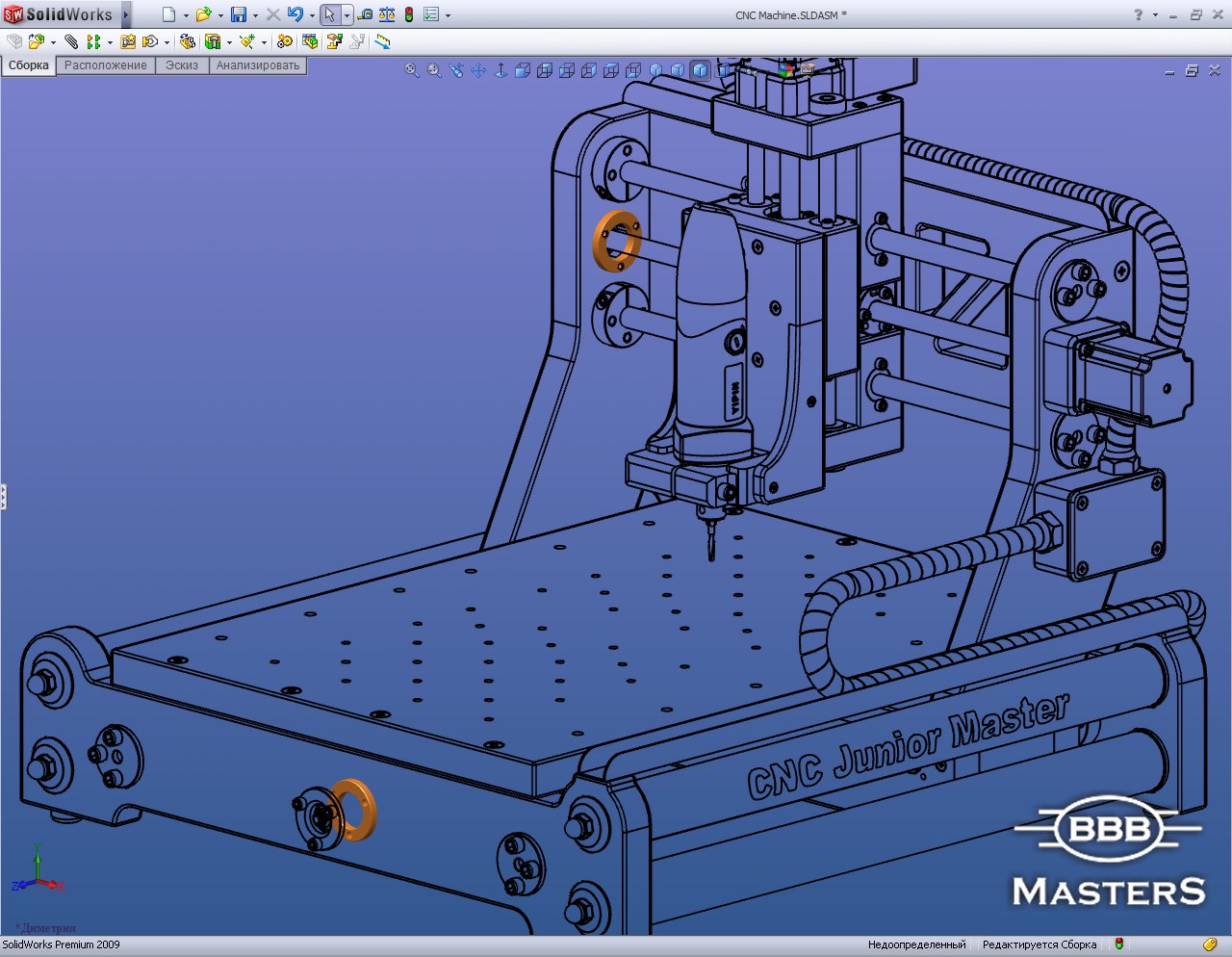
Изготовление деталей ЧПУ станка CNC Junior Master
В данной статье представлены детали, которые изготавливаются для ЧПУ станка CNC Junior Master. Описано их назначение, материалы из которых они изготовлены и способ изготовления. Статья будет пополняться новыми деталями станка CNC Junior Master, по мере их изготовления. Чертежи и исходные файлы 3D модели станка CNC Junior Master мы не распространяем.
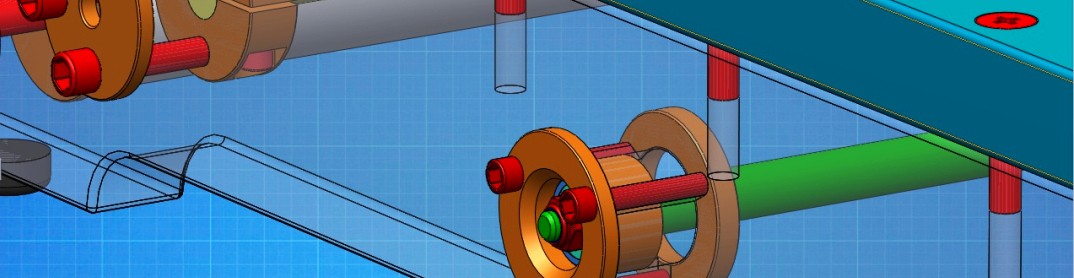
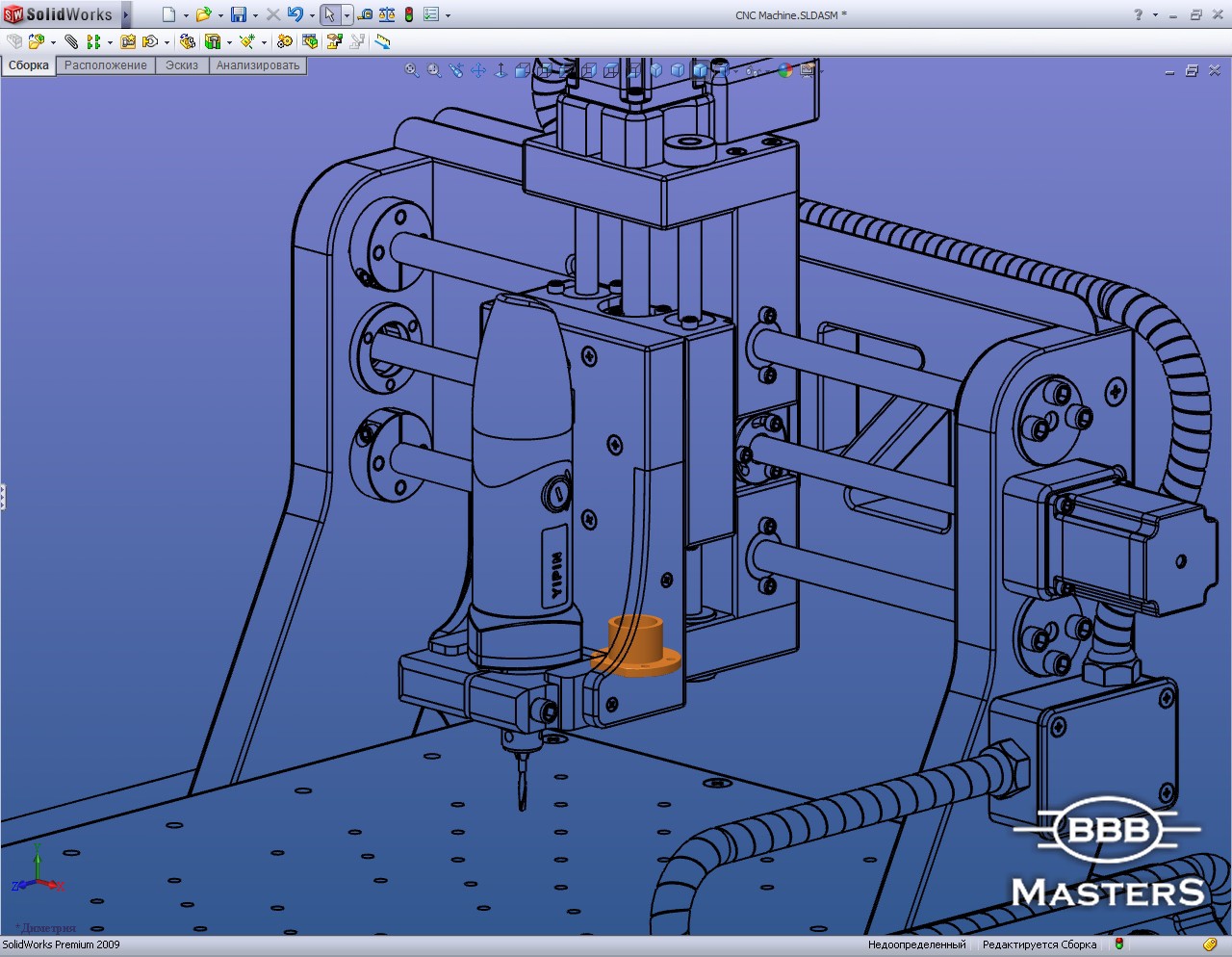
Опора ходового винта осей X и Y
Опора предназначена для удержания края ходового винта с одной стороны, противоположная сторона винта крепится к двигателю с помощью сцепной муфты. В опору ходового винта устанавливаются два радиальных подшипника, в них устанавливается ходовой винт и фиксируется контргайкой (гайка с капроновым фиксатором), с помощью такой конструкции крепления ходового винта можно легко отрегулировать осевой люфт.
Опора ходового винта устанавливается в посадочное место и крепится с помощью трех шестигранных винтов и крепежной шайбы. Материал деталей - сталь 40Х, изготовлены на универсальном токарном, фрезерном и сверлильном станках.      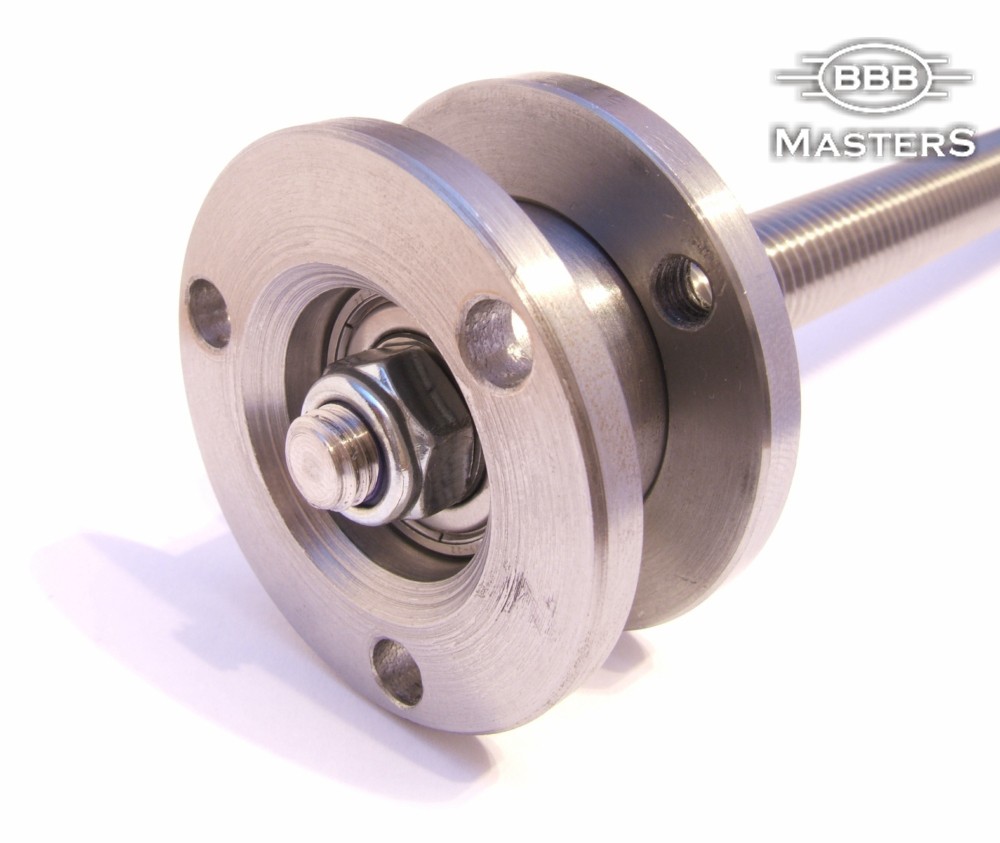 Ходовые винты осей X, Y и Z
Это элементы станка, с помощью которых осуществляется перемещения каретки по осям X Y и Z. Винт устанавливается одной стороной в опору, противоположный край соединяется с двигателем через сцепную муфту.
 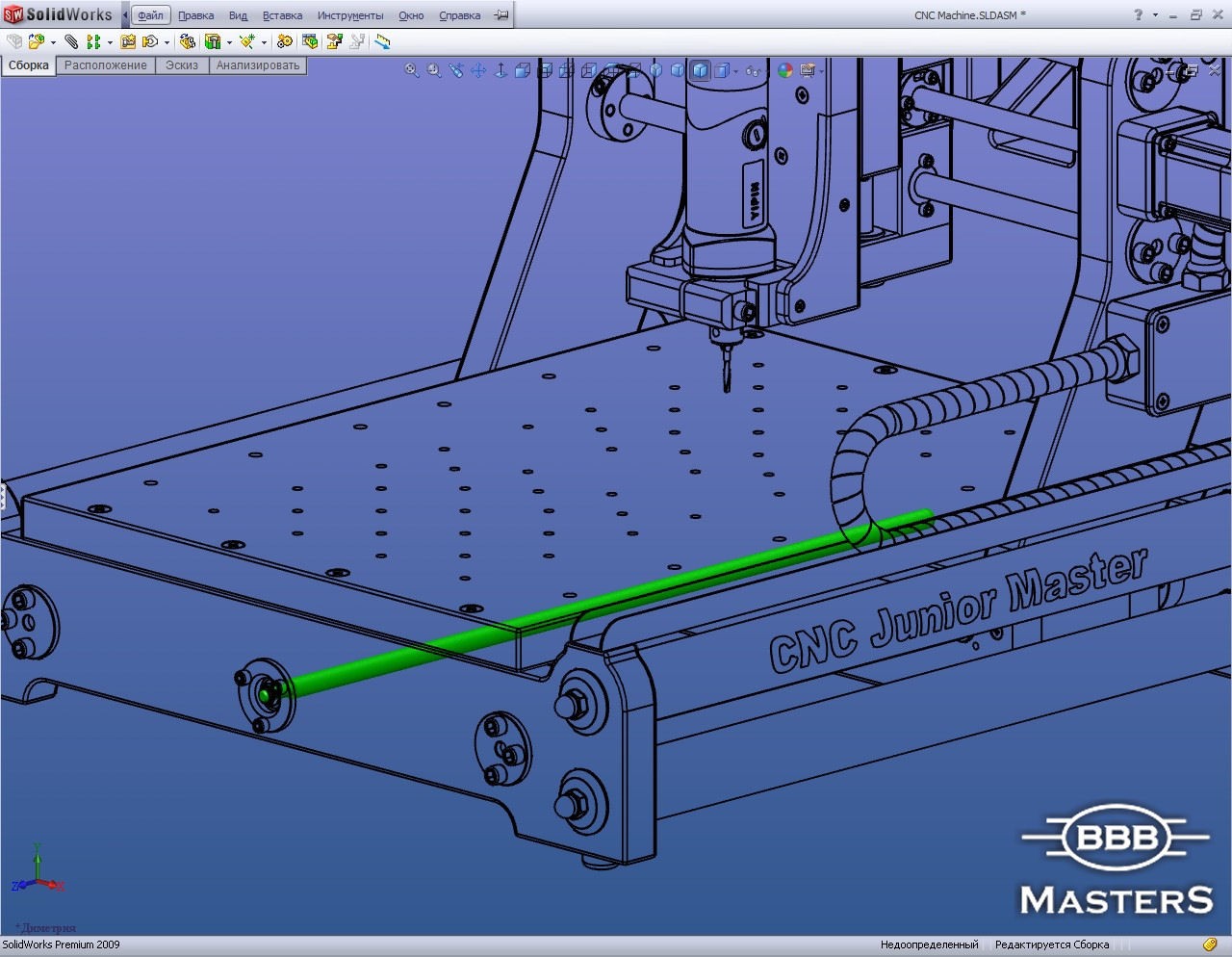 
Винты были изготовлены из готовых купленных резьбовых нержавеющих шпилек М14 с шагом 2мм (то есть резьба заводская) длиной 1300мм. Качество поверхности шпилек нам не подходило поэтому они подверглись ручной шлифовке, зажаты в токарный станок и на 1000 об/мин., мелкой наждачной бумагой была выведена поверхность резьбы до нужного качества, как показано на фото ниже. Длина винтов составляет: для оси X - 245мм; Y - 655мм; Z - 288мм. Края винтов были обработаны на универсальном токарном станке, один край для установки в опору, а противоположный стыкуется с сцепной муфтой двигателя.
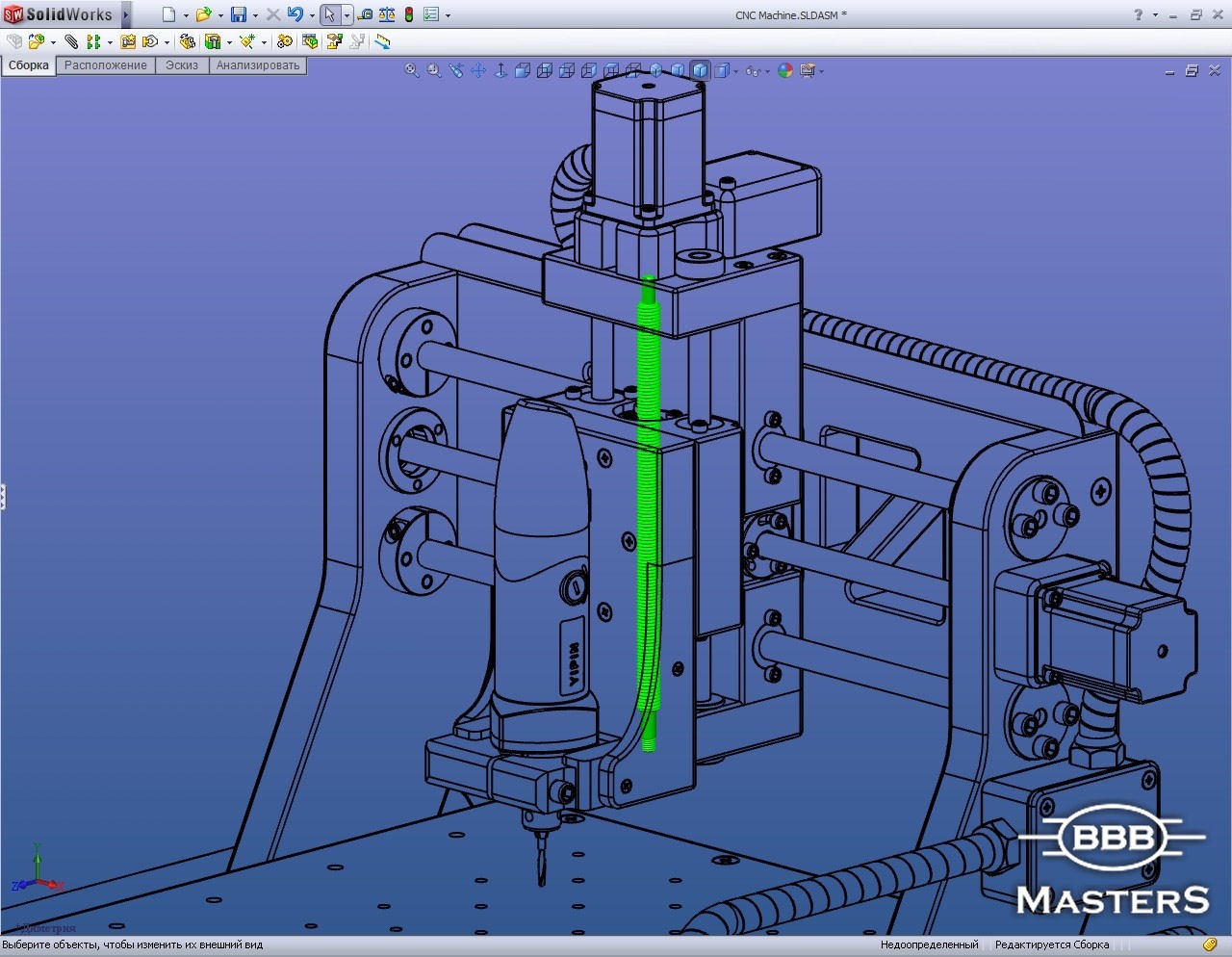
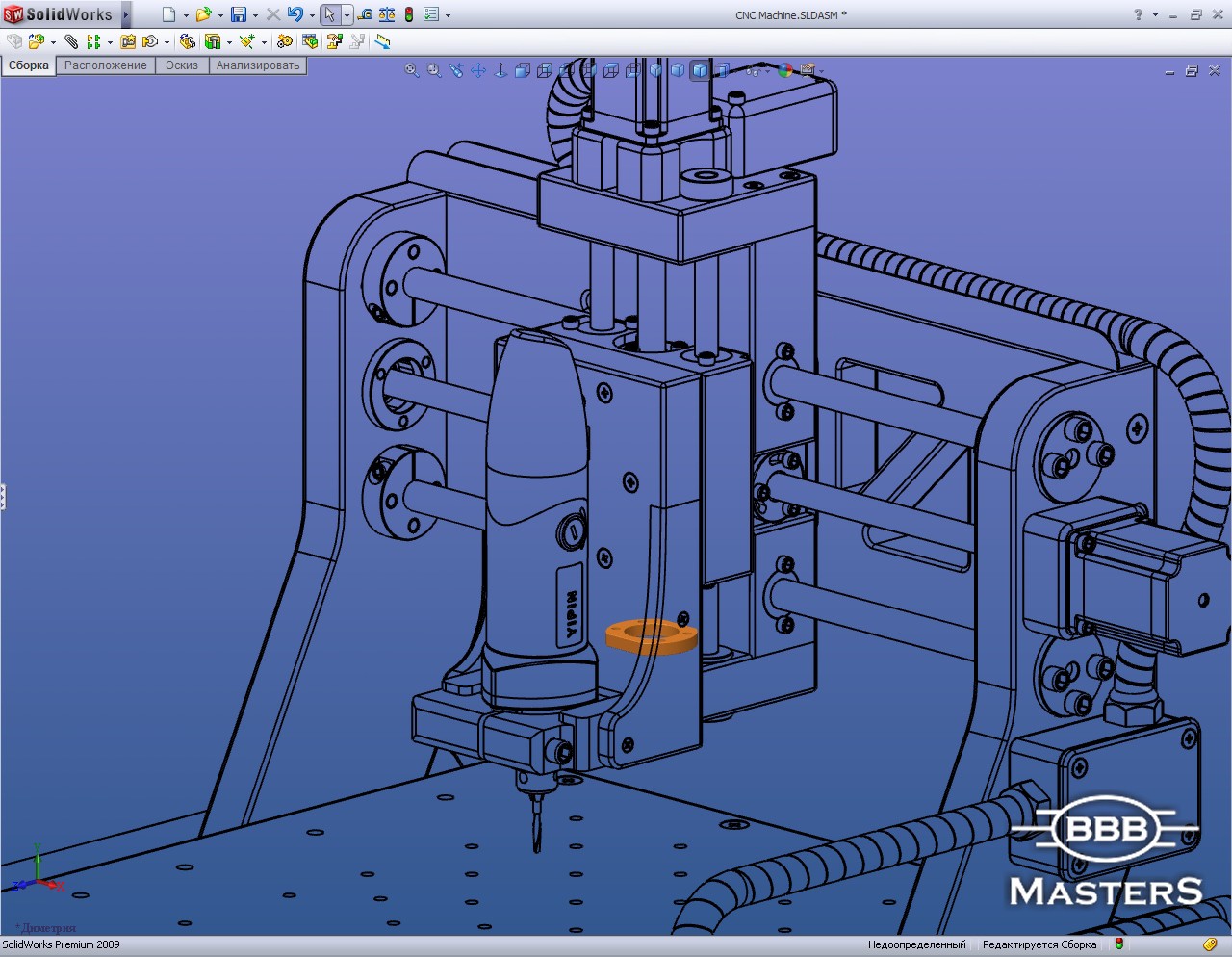
     Гайки ходовых винтов осей X, Y и Z
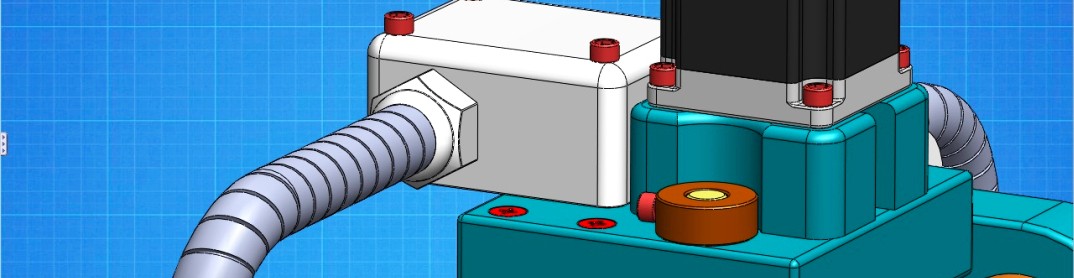
С помощью гаек ходового винта осуществляется надежное и точное перемещение каретки по осям X, Y и Z. Гайки устанавливаются в каретку с двух сторон, а регулирование зазора осуществляется с помощью поворота гаек вокруг своей оси на небольшой угол, таким образом, что бы при вращении они смещались по винту на встречу друг к другу, тем самым, устраняя осевой люфт в соединении винта с кареткой. После того как зазор отрегулирован гайки фиксируются тремя шестигранными винтами. 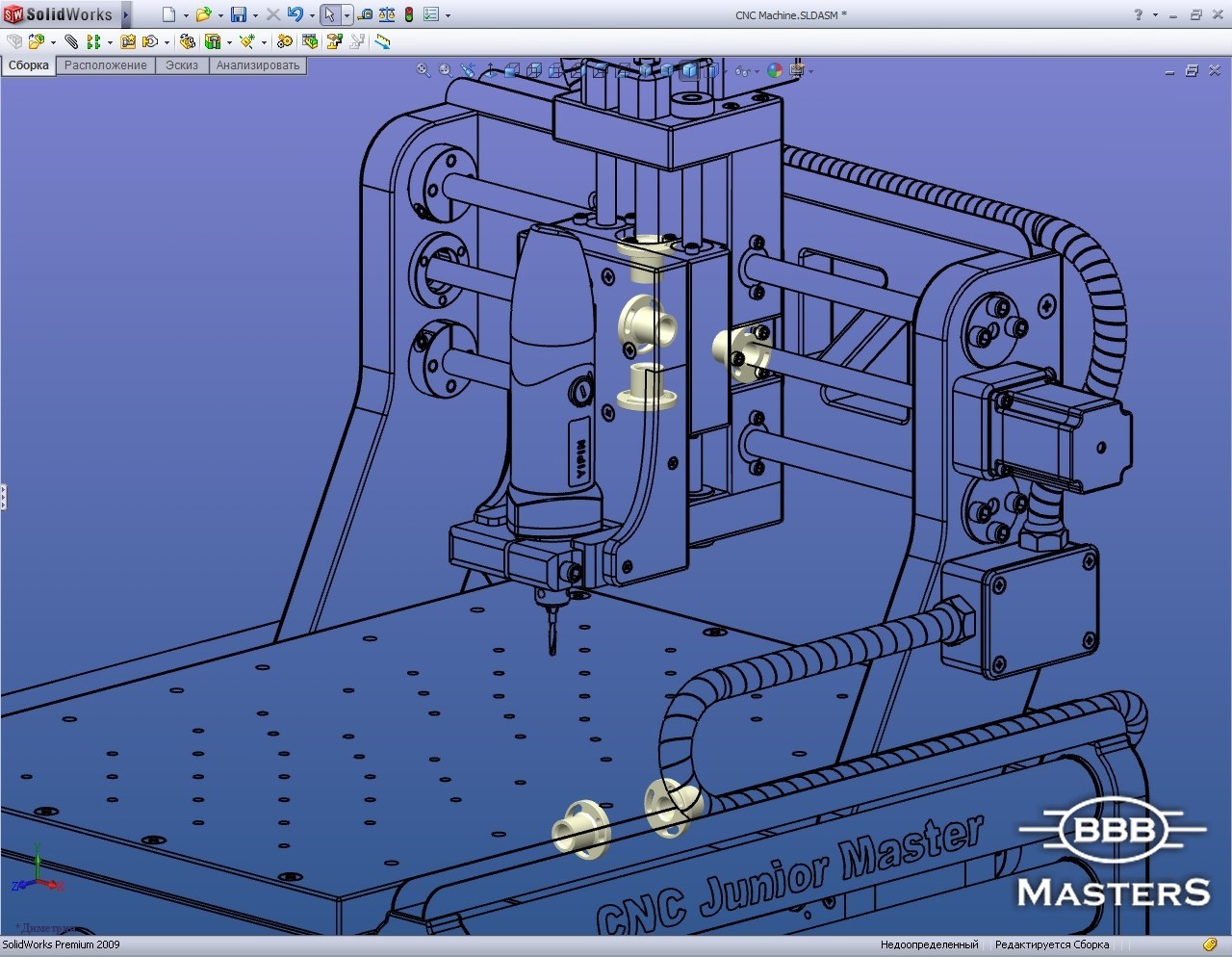 Эта конструкция гаек очень проста в регулировании, при выработке резьбы в гайке (что произойдет не скоро), остается большой запас для устранения люфта. Резьба была нарезана метчиком М14 с шагом 2мм, она должна быль с зазором, в случае каких либо небольших перекосов возникающих при сборке можно будет отрегулировать зазор. Для изготовления гаек был выбран антифрикционный материал - капралон. Изготовлены на универсальном токарном и фрезерном станках.    Опора ходового винта оси Z В отличии от опор осей X и Y, опора ходового винта оси Z имеет вместо трех винтов крепления – четыре, в связи с конструктивной особенностью каретки.
  Материал деталей - сталь 40Х, изготовлены на универсальном токарном, фрезерном и сверлильном станках.

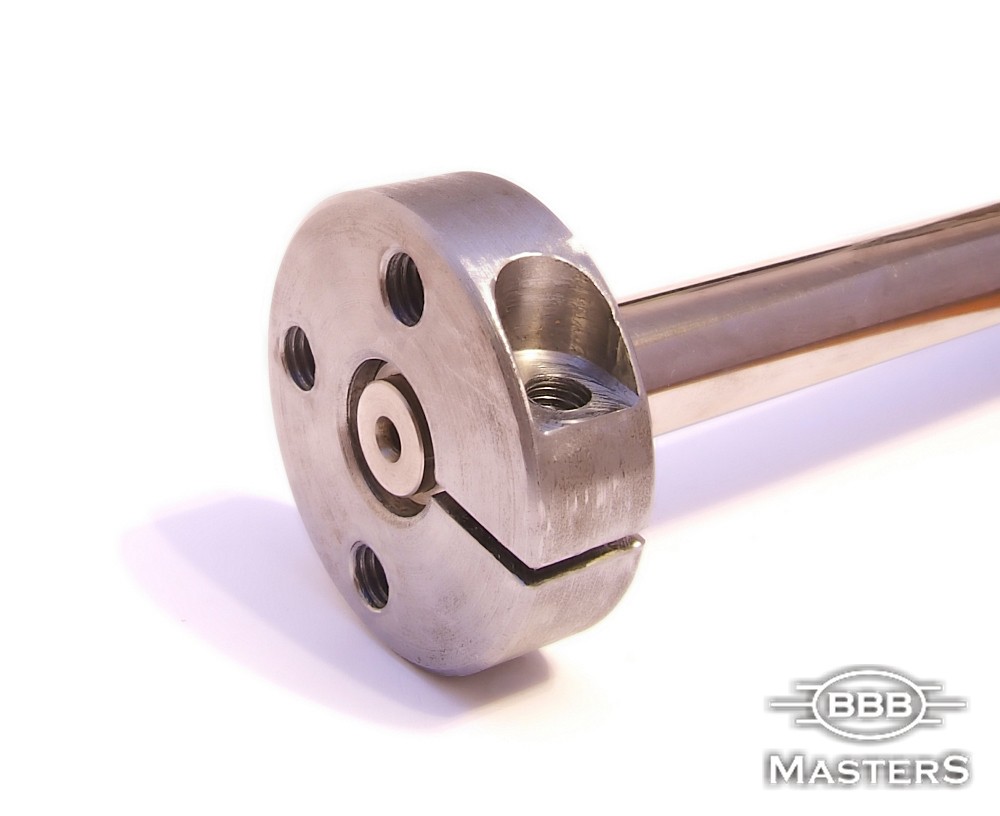
Крепеж направляющих осей X и Y
Данный крепеж обеспечивает жесткое и надежное крепление направляющих диаметром 16мм для осей X и Y.
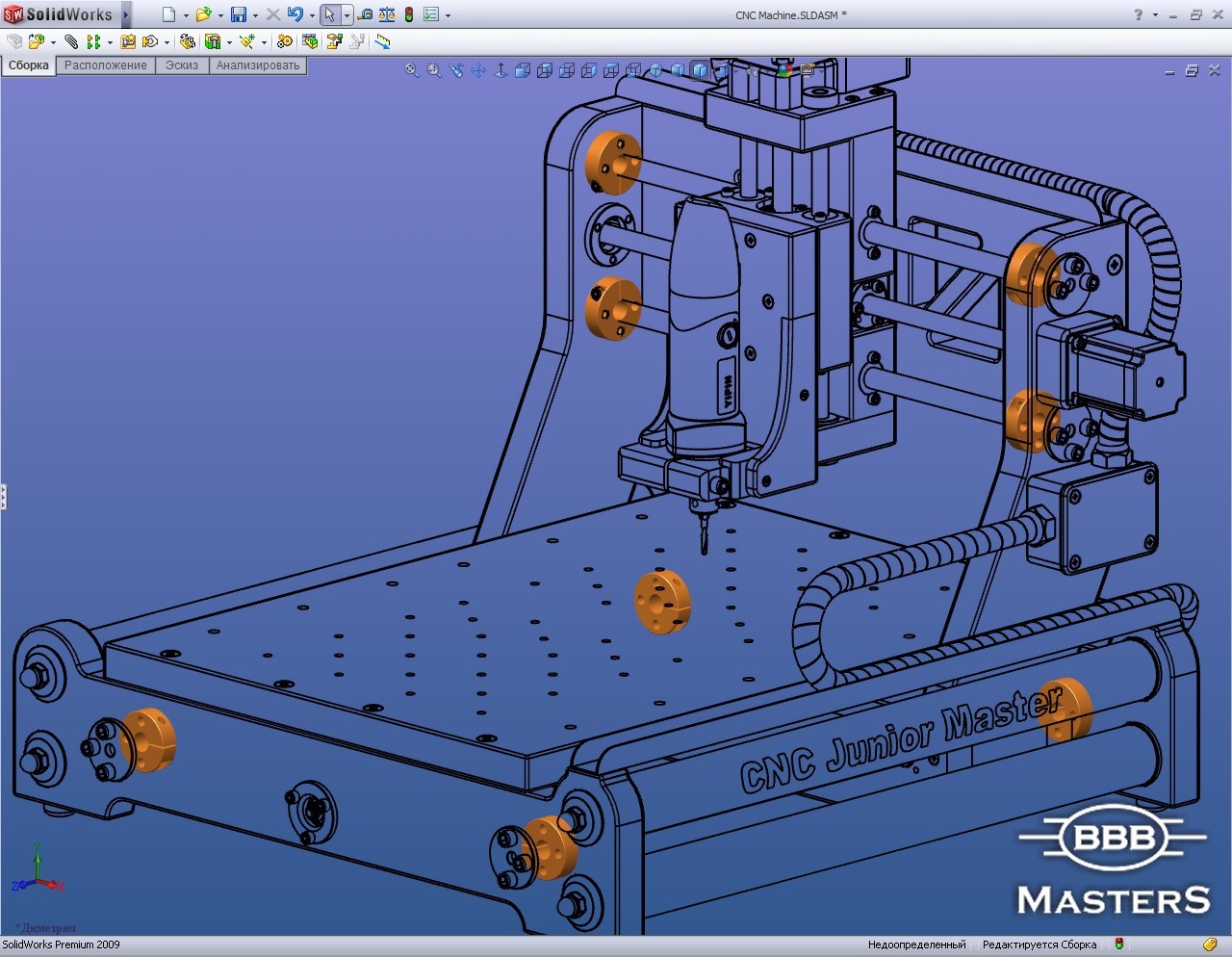  Направляющая фиксируется с помощью шестигранного винта М6, а крепеж крепится непосредственно к плоскости с помощью трех шестигранных винтов М8 через крепежную шайбу, принцип зажатия направляющих можно увидеть на фото ниже. Материал деталей - сталь 40Х, изготовлены на универсальном токарном, фрезерном и сверлильном станках.
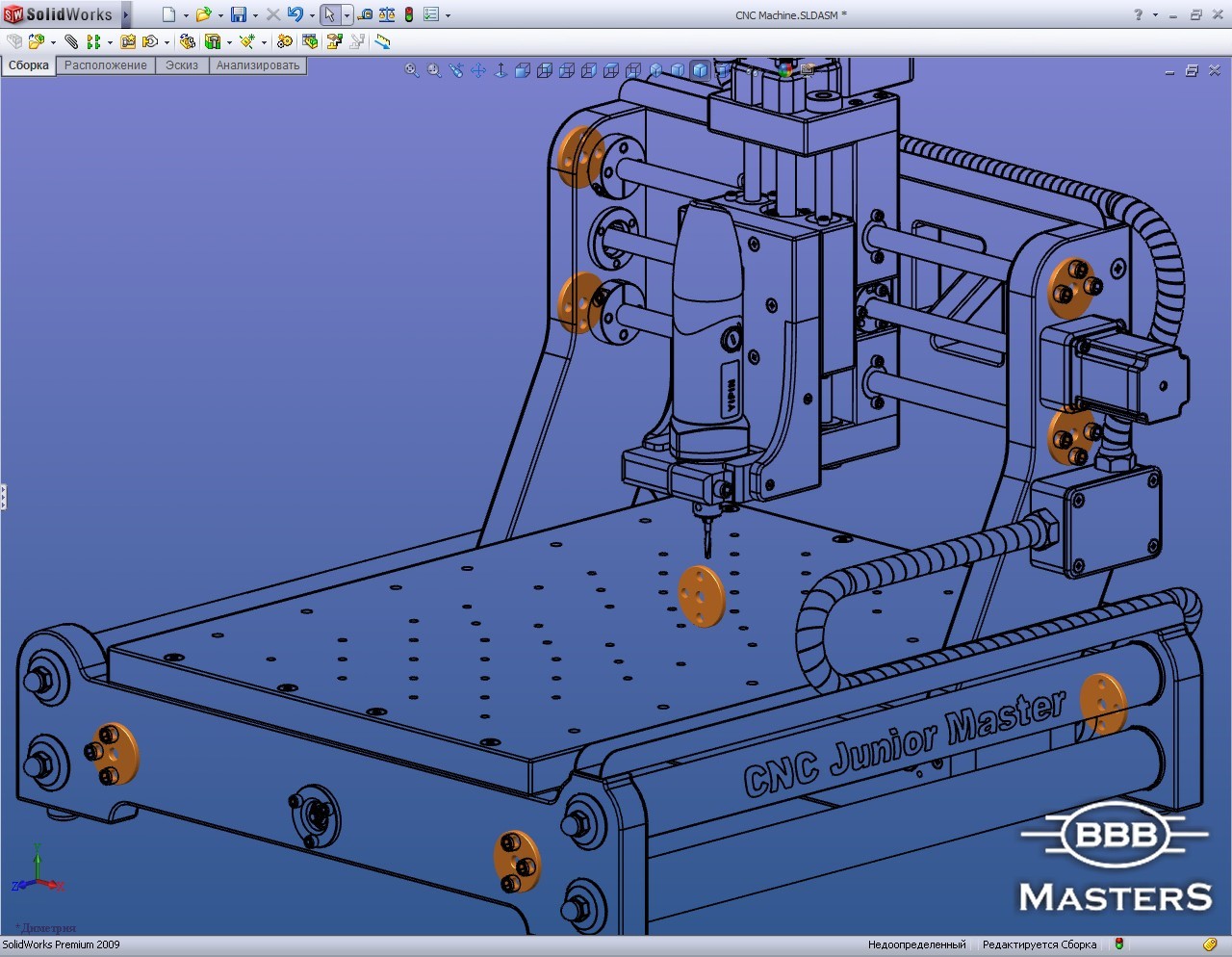
Направляющие осей X и Y
Направляющие были взяты с оргтехники.   Их диаметр составляет 16мм, длинна направляющей оси Х - 485мм, Y - 593мм.
  Нижний крепеж направляющих оси Z
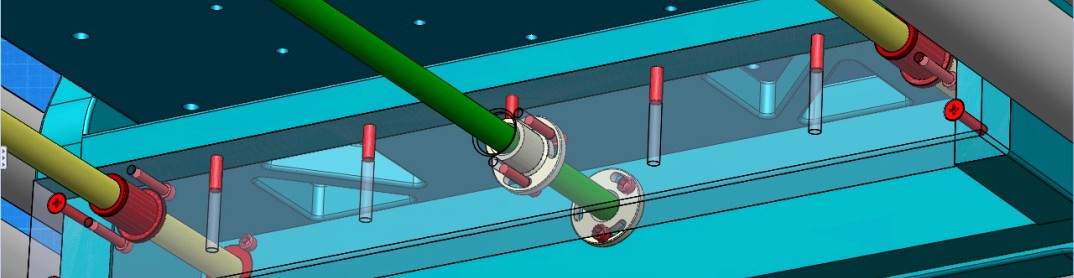
Данный крепеж обеспечивает жесткое и надежное крепление направляющих диаметром 11,7мм для оси Z.
  Направляющая фиксируется с помощью шестигранного винта М6, принцип фиксации направляющей можно посмотреть на фото ниже. Материал деталей - сталь 40Х, изготовлены на универсальном токарном станке.
  Направляющие оси Z
Направляющие были взяты с принтеров Epson FX1000.  Их диаметр составляет 11,7мм, длинна направляющей оси Z - 284мм. На нижней части направляющих нарезана внутренняя резьба М6 глубиной 20мм, предназначенной для крепления направляющих.
  
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


Навигация
Связь и информация
Счетчик посещений сайта
Онлайн всего: 1
Гостей: 1
Пользователей: 0



